")
")
")






")
")
")
")
")
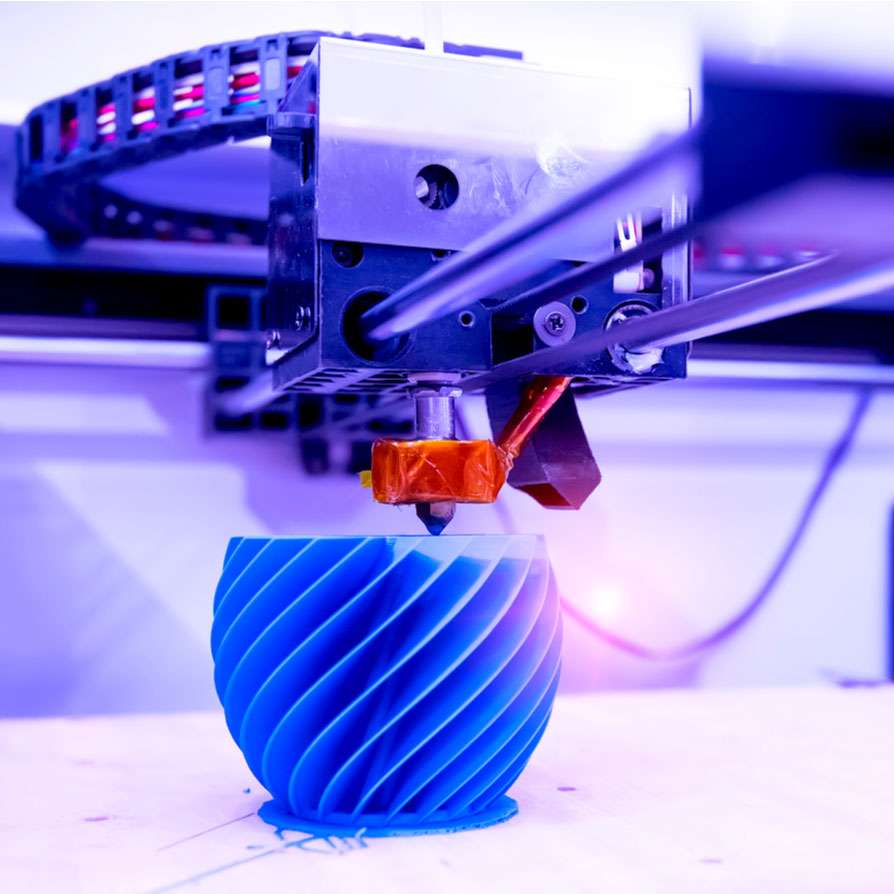
We are doing 3D Printing in UAE and we located our office of 3D Printing in Dubai. 3D printing is any of various processes used to make a three-dimensional object. In 3D printing, additive processes are used, in which successive layers of material are laid down under computer control. These objects can be of almost any shape or geometry, and are produced from a 3D model or other electronic data source. A 3D printer is a type of industrial robot. 3D printing in the term’s original sense refers to processes that sequentially deposit material onto a powder bed with inkjet printer heads. More recently the meaning of the term has expanded to encompass a wider variety of techniques such as extrusion and sintering based processes. Technical standards generally use the term additive manufacturing for this broader sense.
SLA Printing
A vat of liquid resin is exposed to an ultraviolet laser, which traces a layer of the 3D model image onto the resin. The exposure to light causes a layer of the resin to harden. The build platform rises and the resin is again exposed to the laser. This process repeats until the part is complete.
Stereolithography is an additive manufacturing process which employs a vat of liquid ultraviolet curable photopolymer “resin” and an ultraviolet laser to build parts’ layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and joins it to the layer below.
After the pattern has been traced, the SLA’s elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002 in to 0.006 in). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. A complete 3-D part is formed by this process. After being built, parts are immersed in a chemical bath in order to be cleaned of excess resin and are subsequently cured in an ultraviolet oven.
Stereolithography requires the use of supporting structures which serve to attach the part to the elevator platform, prevent deflection due to gravity and hold the cross sections in place so that they resist lateral pressure from the re-coater blade. Supports are generated automatically during the preparation of 3D Computer Aided Design models for use on the stereolithography machine, although they may be manipulated manually. Supports must be removed from the finished product manually, unlike in other, less costly, rapid prototyping technologies.
SLS Printing
Selective Laser Sintering (SLS) is an additive manufacturing (AM) technique that uses a laser as the power source to sinter powdered material (typically metal), aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure. It is similar to direct metal laser sintering (DMLS); the two are instantiations of the same concept but differ in technical details. Selective laser melting (SLM) uses a comparable concept, but in SLM the material is fully melted rather than sintered,[1] allowing different properties (crystal structure, porosity, and so on). SLS (as well as the other mentioned AM techniques) is a relatively new technology that so far has mainly been used for rapid prototyping and for low-volume production of component parts. Production roles are expanding as the commercialization of AM technology improves.
SLS involves the use of a high power laser (for example, a carbon dioxide laser) to fuse small particles of plastic, metal, ceramic, or glass powders into a mass that has a desired three-dimensional shape. The laser selectively fuses powdered material by scanning cross-sections generated from a 3-D digital description of the part (for example from a CAD file or scan data) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top, and the process is repeated until the part is completed.
Because finished part density depends on peak laser power, rather than laser duration, a SLS machine typically uses a pulsed laser. The SLS machine preheats the bulk powder material in the powder bed somewhat below its melting point, to make it easier for the laser to raise the temperature of the selected regions the rest of the way to the melting point.
Unlike some other additive manufacturing processes, such as stereolithography (SLA) and fused deposition modeling (FDM), SLS does not require support structures due to the fact that the part being constructed is surrounded by unsintered powder at all times, this allows for the construction of previously impossible geometries.